混凝土圓筒磨床
 自動磨床
自動磨床

utc - 1040
平麵和平行表麵可以很容易地實現,由於快速磨削的樣品端,自動磨床提供。從Ø38mm到Ø150mm的圓柱樣品可以用合適的適配器接地。研磨法可用於所有強度等級的可靠強度結果。
應用程序
- 混凝土強度等級80mpa或以下,單端研磨達到恒定效果。
- 采用雙端磨法的混凝土圓筒對所有強度等級都具有恒定的抗壓強度值。
- 根據ASTM標準C31, C39, C-192和en1212390 - 3,1212390 - 1,12501 -1磨削試驗圓柱體端麵的平麵度和平行度。
- 可用於150 × 300毫米的測試氣缸和100 × 200毫米的測試氣缸(包括適配器)。
- 工作台自動雙向徑向位移。

 水再循環罐
水再循環罐
 水再循環罐
水再循環罐可選的UTC-1064水箱具有過濾和循環係統。這種水箱是理想的操作缸磨床在實驗室,沒有水處理係統。
自動操作
可編程邏輯控製器(PLC)管理機器及其所有自動控製。PLC本質上是磨床的大腦,因為它控製著磨床的所有功能。
PLC有輸入/輸出連接器,用於所有傳感器、電磁閥和其他可插入的控製。邏輯操作是由機器內部內存中的程序執行的。如果有必要,程序員可以很容易地修改程序。
配件
- 適用於100 x 200毫米測試氣缸的適配器
- 適用於150 x 300毫米測試氣缸的適配器
- 適用於150mm測試立方體的適配器
- 包括金剛石砂輪
- 用戶指南
特性
•控製盒:可編程邏輯控製器
•變速驅動:該機配有三(3)個變速驅動器,控製磨床的參數,如砂輪振蕩速度和工作台前進速度。
•定時器:整個周期的持續時間由定時器控製。材料硬度和圓筒直徑都決定了每個樣品的研磨時間。計時器以秒為單位設置。
•緊急按鈕:當此緊急按鈕被激活時,所有控製被抑製,機器不能重新啟動,直到按鈕被釋放。
氣缸定位
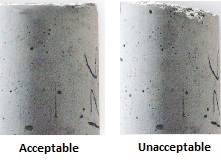
在進行壓縮試驗之前,需要考慮一些參數。時間和資源當使用不合格的圓筒時,會浪費時間,因為這會給你一個不準確的測試結果。汽缸磨床可以很容易地解決這種挫折。
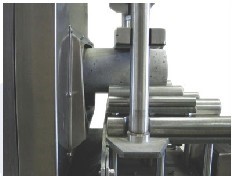 樣品適配器(包括)被放置在位移表的頂部。
樣品適配器(包括)被放置在位移表的頂部。
重要的是,適配器的位置要均勻,主表不要懸垂。在適配器上放置多達三個測試氣缸(100mm × 200mm),放置樣品,使要拋光的表麵與砂輪接觸。啟動機器前,虎鉗必須擰緊。如果隻有一個測試缸需要拋光,它應該被安置在適配器的中心。如果隻有兩個測試氣缸需要拋光,他們應該被安置在適配器的兩端。
過程

電源按鈕:激活參數
速度選擇:選擇100mm或150mm氣缸的工作台推進速度
定時器:以秒為單位設置周期持續時間。我們建議每循環90到120秒,取決於硬度和直徑
開始:
- 桌子後退到原來的位置
- 砂輪電機啟動。
- 砂輪開始振蕩運動。

- 進水閥打開。
- 在整個設定的時間段內,表格向前移動
- 綠色指示燈亮起。

循環結束:
- 計時器完成了它的周期。
- 桌子是固定的。
- 砂輪繼續振蕩10-12秒
- 桌子後退到原來的位置
- 在這個向後移動的過程中,水霧繼續清潔砂輪和排水溝。
- 擺動運動停止,砂輪定位在中間。
- 完全停止機器,電機和進水口。
- 把測試鋼瓶翻過來,重複這個循環。
技術規格
| 尺寸長x寬x高(mm) | |
| 重量 | 250公斤 |
| 每端研磨時間 | 90至120秒 |
| 權力 | 1850 W |
| 電力供應 | 220 v / 10 a / 50 hz |
| PS熔斷器熄滅 | 3AG(玻璃熔斷器) |
| L1保險絲 | 20A類C |
| 金剛石砂輪壽命 | 5000個樣本 |
| 保修 | 1年零配件和勞動力 |
大熔爐
 utc - 1070
utc - 1070
該坩堝用於蓋覆劑的製備。這通常是一種硫化合物,用於生產方形末端。壺的容量為3L和一個鋁容器在一個良好滯後的鋼外套。該鍋還提供完整的蓋子和恒溫控製加熱係統。這個供暖係統能夠保持200攝氏度的恒定溫度。
技術規格
| 維 | 350 x 320 x 290毫米 |
| 能力 | 3 l |
| 電力消耗 | 600 W |
| 重量 | 9公斤 |
限製幀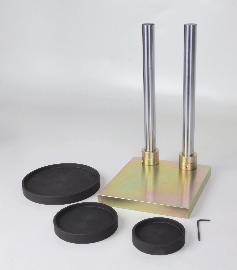

utc - 1074
氣缸旋蓋架用於確保所規劃的端麵垂直於氣缸的軸線。框架包括75,100和150mm直徑的底板,使它對大多數樣品,包括圓筒和核心有用。
實驗室岩心切割機和切斷機
utr - 0300 t
ASTM D4543
ultra -0300- t采用不規則的岩石或岩芯,並將它們轉變為完美的加工形狀(立方體、棱柱等)。
該機器包括一個虎鉗,將樣品固定在適當的位置,然後使用第二個V形虎鉗將芯切割到最大直徑75毫米和140毫米高的尺寸。樣品可以在虎鉗中倒置,這將產生更長的芯。該機器包括一個冷卻水入口。
ultra -0300- t可提供60hz 220v或100v。
技術規格
| 維 | 730 x 1050 x 590毫米 |
| 重量(約) | 100公斤 |
| 權力 | 1100 W |